
二维代码标记
对更小更薄产品的需求在多个行业中持续增长,这些产品通常需要详细的可追溯欧宝官网开户性。因此,需要在有限的空间内存储更多的信息。
幸运的是,二维条码所能储存的信息是条形码的数十到数百倍。这种高信息密度使得2D代码可以在其大小的1/30内保存相同数量的信息。这些优势的特点导致了应用在各个领域的扩展。
2D代码应用示例
使用2D代码简化了管理,提高了准确性,减少了劳动时间。近年来,已要求对成品零件及其单个部件进行详细的可追溯性。激光打码机直接打码的2D码数量正在增加。因此,需要高质量的标记,以确保稳定的二维码读取是可能的。
电子设备行业


汽车工业



二维代码分级
为了保证稳定的阅读,创建易于被2D代码阅读器阅读的标记是很重要的。有一些阅读2D代码的标准,可以用作标记指南。阅读的容易程度可以用等级来表示。一个称为ISO/IEC TR 29158 (AIM DPM-1-2006)*的标准通常用来判断用激光标记器在产品上的直接标记。欧宝官网开户本标准规定了以下评价阅读成绩的标准。
这是直接零件打标的二维码打标质量评价的国际标准。
- 1 判断(全部)
-
在第2 ~ 11项评价标准中,总评价被定为最低等级。结果表示为从a到D或F的字母等级,其中a是最高等级(阅读稳定性)。

- 2 解码成功/失败(12月)
- 评估解码(读取)是否可行
- 3. 细胞的对比(CC)
- 亮电池与暗电池之间的平均光强值之差
- 4 细胞调制(厘米)
- 评估亮细胞和暗细胞的亮度变化
- 5 反射保证金(RM)
- 将明暗细胞的判断准确度加入CM (4)。
- 6 固定模式损害(FPD)
-
固定花纹损坏程度(见下图)



- 7 格式信息损坏(FID)
-
二维码格式信息损坏程度(见下图)

- 8 版本信息损坏(VID)
-
某QR码版本信息损坏程度(型号2版本7及以后)

- 9 轴向不均匀性(一)
-
垂直和水平扭曲度大小不一的一种编码

- 10 网格不均匀性(GN)
-
单元位置之间最大偏差的评估

- 11 未使用的错误修正(UEC)
- 未用于解码的错误校正比率




直接标记金属表面时,CC、CM、RM和FTP在无法获得对比度时往往较低。保持这些值高是确保标记可读的目标。最近,C等级已经成为一个行业标准,许多公司都试图在对代码进行评分后立即对其进行评分。
高对比度的标记
准确阅读/分级2D代码需要高对比度的黑白细胞。激光打标可以根据打标参数在金属上产生黑白标记。

- 1.黑退火标记
- 激光通过氧化(燃烧)或退火(加热形成黑色薄膜)在金属上产生黑色痕迹。
- 2.白色的蚀刻标志
- 激光在金属表面蚀刻出白斑。这会导致不规则的光反射,使标记呈现白色。

对比度对二维码打标很重要。三维校正是一种有效的方法,以保持焦点在整个区域。

理想的标记是可能在大多数标记区域的中心,没有任何问题。然而,没有三轴标记的激光可能会发现很难在标记场的外部边缘创建一个黑白分明的对比,从而导致较低的分数。
景深
激光束有聚焦深度。当焦点偏离时,标记的质量会降低,这也会影响2D代码的读取。
2D码等级根据焦距变化
随着目标离激光的焦点越来越远,激光几乎不可能产生任何对比度。虽然激光的焦深随振荡方法的不同而不同,但有必要防止焦差过大。这可以通过外部位移传感器或内置自动对焦来实现。


激光振荡方法及聚焦深度
右图对比的是YVO的打标质量4激光和光纤激光。一个水平4激光产生的光束峰值功率高,脉冲短。这允许激光在短时间内以理想的强度和高能量密度照射零件。即使当焦点偏离(由于目标移动或产品公差),YVO4激光打标质量比光纤稳定。如果标记受到入射角的影响(例如在标记区域的边缘),则为YVO4激光打标质量稳定而不褪色。
Keyence的MD-X系列结合了纤维的力量和YVO的质量4通过一种独特的振荡方法。


(end-pumping方法)
自动对焦功能
日本基恩士的MD-X2系列激光标记有一个内置的距离传感器,可以自动聚焦到标记领域的任何位置,而不需要外部设备。因此,它能够保持高标记质量的目标与可变大小的公差。此外,当产品类型改变时,不需要停机时间,因为激光可以被编程自动适应。这大大减少了劳动时间,简化了设备,提高了生产率。
根据目标的材料、形状或表面条件,可能无法进行测量。

标记模式
KEYENCE激光打标机提供多种2D条码打标模式,可针对不同的打标类型进行优化。下面的例子展示了模式更改能带来多大的不同。
可从各种标记模式选择


二维码打标清晰
对于某些目标,由于金属表面发丝的影响,读数可能不稳定。仅仅改变2D码或基的标记图案就可以提高阅读速度。
-

目标金属表面呈发丝状 -
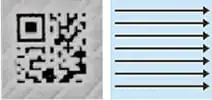
使用水平光栅进行基面处理时,由于残留的发际线,读数不稳定。 -
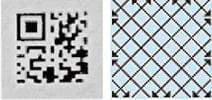
当有角度的十字光栅用于基础处理时,发际线变得不可见,读数是稳定的。



最快二维码打标
打标时间可能是有限的取决于所需的生产数量。选择合适的打标方式,可缩短打标时间,提高生产力。
-

模式B 从左到右标记单元格的标准标记
标记时间:637毫秒
-

整个模式2 高效的模式,在一个笔划标记一个完整的2D代码
打标时间:342 ms
比传统方法减少47%


用16 × 16 DataMatrix标记例计算时间,细胞大小为0.3 mm(0.01”)。以上的评价是一个典型的案例。结果取决于目标的材料和表面条件以及标记条件。
二维代码雕刻
在标记后零件被电镀或硬化的情况下,雕刻可能是必要的。雕刻图案可以使雕刻量均匀或短时间内雕刻。






