当寻找最好的方法测量厚度,有很多重要的因素需要考虑,包括目标的形状和材料和测量系统的类型。选择设备,不能充分满足您的需求会导致生产过程中精度和增加工时不足,所以要确保你选择正确的设备。这个网站的目的是帮助那些寻找一个厚度测量系统发现最好的方法进行测量与信心。
找到最好的测量方法和合适的设备来测量厚度(表形式)。
最优的测量系统反光的位移传感器
针对一个透明的目标光时,反射的光线顶部和底部表面。通过计算测量厚度的不同位置从顶部和底部表面反射光。
-
一个
-
前面(1)峰值
-
B
-
(2)峰值
-
C
-
透明玻璃
要点
位移传感器的选择是很重要的
- 位移传感器有足够的范围见两个顶部和底部表面吗?
- 检查是否稳定的测量是可能的,即使顶部和底部表面的反射率是不同的。
-
光谱干扰的方法
超高分辨率的1海里
2毫米microprocess传感器头
如果系列
查看目录
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
最优的测量系统反射激光位移传感器
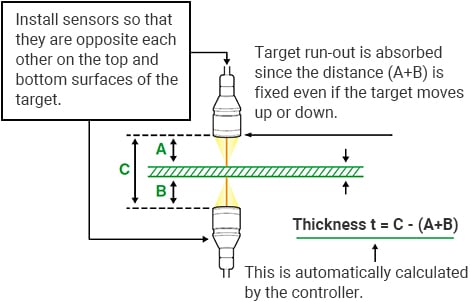
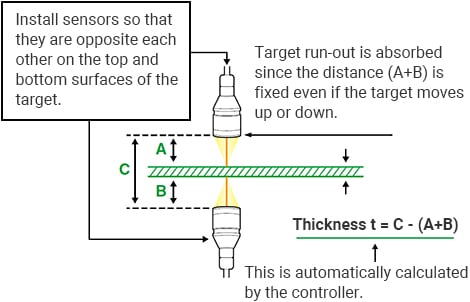
厚度测量通过两个传感器之间的目标。
要点
视轴对齐或跨度调整是重要的,以确保A + B是固定的,即使有工件上下跳动。
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
-
光谱干扰的方法
超高分辨率的1海里
2毫米microprocess传感器头
如果系列
查看目录
最优的测量系统Thrubeam 2 d光学测微计
传感器头安装这样的顶部表面辊和目标预计为一个单一的平面上捕获的图像。从辊厚度是通过测量步骤的目标。
要点
透明的和不透明的厚度是可以衡量的目标。自目标厚度测量参考辊,保证辊和目标之间没有间隙形成。
最优的测量系统反射激光位移传感器
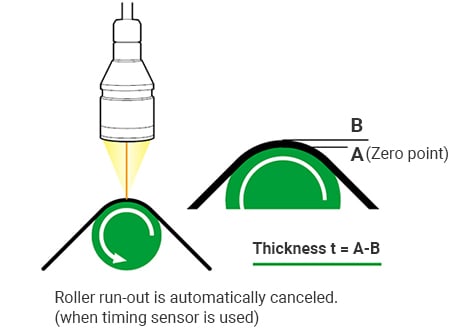
厚度测量的高度差时,目标是缠绕(即。密切接触,在反对)辊的辊表面作为零点。
要点
透明的和不透明的厚度是可以衡量的目标。自目标厚度测量参考辊,保证辊和目标之间没有间隙形成。
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
-
光谱干扰的方法
超高分辨率的1海里
2毫米microprocess传感器头
如果系列
查看目录
找到最好的测量方法和合适的设备来测量“厚度(misc。工件)”。
最优的测量系统反光的位移传感器
针对一个透明的目标光时,反射的光线顶部和底部表面。通过计算测量厚度的不同位置从顶部和底部表面反射光。
-
一个
-
前面(1)峰值
-
B
-
(2)峰值
-
C
-
透明玻璃
要点
位移传感器的选择是很重要的
- 位移传感器有足够的范围见两个顶部和底部表面吗?
- 检查是否稳定的测量是可能的,即使顶部和底部表面的反射率是不同的。
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
-
光谱干扰的方法
超高分辨率的1海里
2毫米microprocess传感器头
如果系列
查看目录
最优的测量系统反光的2 d激光位移传感器
厚度是发现通过同时测量基础表面和目标使用一个2 d激光位移传感器和测量步骤获得的概要文件。
-
一个
-
获得形状
要点
错误发生在有一个目标和参考面之间的差距。
- 使用基础表面精度高,如表面板。
- 使用真空接触或磁接触。
提高安装使用上述步骤将大大提高测量精度。
-
二维三角测量方法。
直列式多点测量。
世界上最快的采样率在64000 /秒的图像。
LJ-X系列
查看目录
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
最优的测量系统反射激光位移传感器
厚度测量通过两个传感器之间的目标。
要点
视轴对齐或跨度调整是重要的,以确保A + B是固定的,即使有工件上下跳动。
-
多色共焦方法
μm Linearrity:从±0.2
共焦位移传感器
CL系列
查看目录
-
光谱干扰的方法
超高分辨率的1海里
2毫米microprocess传感器头
如果系列
查看目录
当你衡量两个传感器之间的工件,测量厚度不会改变,原则上,即使工件上下振动。
然而,如果两个传感器的光学轴头不一致彼此成一条直线,测量误差可能造成由于工件上下振动或弯曲。注意以下几点并安排安装,光学轴可以对齐。
- 最小化的光学轴偏差的影响,安装传感器头接近工件张力辊和选择一个位置稳定,一个辊到下一个很小的距离。
这使得它可以执行与少量的工件弯曲和振动测量。
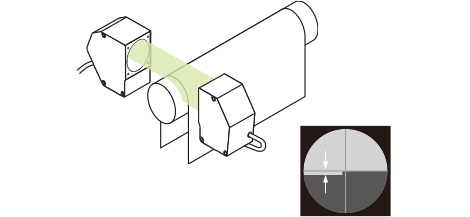
- 东方传感器头,这样预计和接收光的方向是垂直于工件的运动方向,如图。
这就很难实现传感器受到倾斜,摇着头工件的运动方向在运输过程中,由于振动。
- 在光轴对准,衡量一个细的白色树脂板或一张纸作为临时测量目标。当你衡量这些目标,通过激光点目标,可以看到。安装传感器头,这样前后的点目标总是一致的,即使目标是上下移动。
[引用]检查前后的点目标总是一致的,即使目标是上下移动。
设置传感器头,这样激光点的中心是一致的,即使目标是上下移动。
在测量工件的厚度上辊与辊作为参考,测量误差将发生如果有辊和工件之间的差距。
注意以下几点安排安装,这样没有差距。
- 运用尽可能多的张力的工件。
如果张力较弱,工件不会完全与辊接触,所以差距从几微米到几十微米。
我们建议您执行测量张力的50 N或多个应用,但一定要考虑工件的抗拉强度。
执行从一个位置测量的工件张力尽可能稳定,一个辊到下一个小的距离,和工件定位辊。
- 使光学轴与辊的峰值位置。
如图,如果光轴偏差从辊的峰值位置,测量误差(Z)的差距。
- 安装一个机制,可以调整传感器头位置进料方向。
- 一卷上执行测量大直径减少差距Z即使光轴偏差从山顶滚的位置。
你将不得不进行修改,如那些列在这里。
滚筒旋转时,测量误差可能是由于偏心滚子创建的。
注意以下几点取消辊偏心的影响。
- 当位置用来测量工件的厚度都是边缘,测量辊表面和工件表面同时找到一步的厚度值。
- 在测量工件上辊与辊作为参考,您可以执行测量在同一旋转角度(位置)取消偏心的影响,即使辊以一种古怪的方式移动。
指数



























