光学表面光度仪

阵容
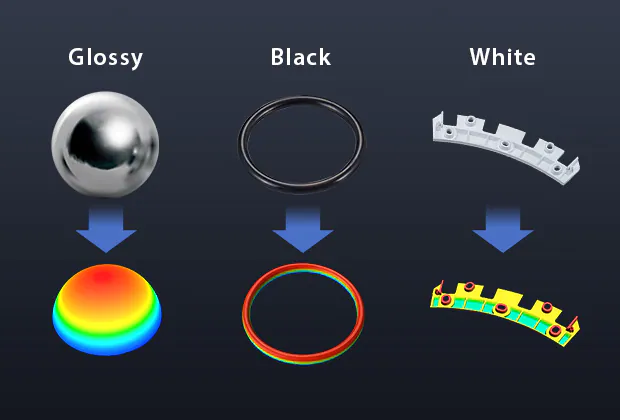
VR-6000光学型电压器执行非接触式测量以取代触控笔轮廓计和粗糙仪。该3D配置文件系统以0.1μm的分辨率捕获到目标的全面数据,从而能够测量无法使用探针型仪器执行的功能。新的旋转扫描大大扩展了系统的测量功能。可以使用盲点进行真正的横截面测量。可以在不切割或破坏目标的情况下测量壁厚和凹陷特征。此外,HDR扫描算法提供了增强的扫描功能,即使在光泽和遮罩表面上也可以立即确定最佳设置以捕获高质量数据。

VR系列广域三维测量系统能够进行非接触式、高分辨率的三维测量。VR系列可以捕捉完整的地面数据,而不是通常由cmm或剖面仪捕捉的点或线数据,允许以最高的可信度测量小的特征。自动放置和测量功能允许任何用户在他们的部分的整个表面上捕获准确的数据,不需要夹具或调整。VR系列擅长测量精确的3D特征、轮廓、平面度和粗糙度。
Profilecometer /粗糙度计是用于捕获样品表面上的2D或3D数据的测量装置,以测量粗糙度,平坦度或其他关键2D和3D尺寸。术语“轮廓计”和“粗糙度仪”通常可互换地使用,但是,它们主要分为接触和非接触系统。
接触式系统物理地在目标表面上跟踪触针探针,以捕获2D线数据,而非接触式轮廓仪(也称为“光学轮廓仪”)将光线投射到目标表面并捕获3D表面数据。
光学轮廓仪/粗糙度计的优点
通常,接触轮廓计是轮廓和粗糙度测量的标准。然而,近年来,公司越来越多地采用光学分析仪来克服接触轮廓计的典型限制。
与接触式轮廓仪不同,光学表面轮廓仪将光投射到目标表面,能够捕获整个表面的3D数据。这允许执行真正的3D测量,如体积测量和面积表面粗糙度。
由于数据是在整个表面上捕获的,因此可以计算出最高点和最低点,也可以测量具有复杂表面特征的目标,如pcb,而这两者都是接触式测量系统无法做到的。
接触式轮廓仪必须在工件表面拖动探针,这可能会在目标表面造成划痕和凹痕,可能导致样品无法使用。软的表面,如橡胶,不能被测量,因为触针探针的压力会使表面变形。
光学剖面仪通过将光投射到表面来捕捉数据,因此不会发生样品损坏。此外,软表面可以准确测量,没有样品变形。
通过接触轮廓计,需要精确固定目标以捕获数据。由于装置的性质,触控笔必须由操作者在视觉上定位,并且可能难以确定探头是否正确对齐。如果探测器未对准,则可能会错过感兴趣的特征,或者可以获得不正确的测量值。
3D光学分析器不需要固定装置,因为可以在捕获表面数据后进行自动对准。由于获得了全面数据,用户可以确保它们在适当的位置测量,并且通过使用模板,不同的运算符将获得相同的测量结果。
轮廓计/粗糙度仪的类型和特征

这类测量系统在测量台上用探头接触目标,对目标表面轮廓进行精确测量。触针跟踪目标表面,并以电子方式检测触针的垂直位移。尺寸测量以及线粗糙度可以测量。

这种类型的测量系统将光投射到目标上,利用反射光精确地测量表面轮廓。2D和3D尺寸测量是可能的,以及线粗糙度和表面粗糙度。

其工作原理与接触式相同,但可以在手持控制器的情况下使用。虽然对测量功能和精度有一些限制,但它可以携带和使用的任何地方。
光学轮廓计/粗糙度计案例研究
汽车工业
轮廓仪测量Ra(算术平均粗糙度)和Rz(最大粗糙度)。转向部件滑面高度)。Ra测量滑动表面的平滑度,Rz测量表面高度。单独使用Ra可能会忽略一些要点,如单个突出,所以Ra和Rz一起使用是很重要的。这种类型的分析使用户能够比较不同金属加工方法引起的表面性质的变化。Sa(算术平均高度)和Sz(最大高度)。高度(height)分析查看加工情况,Str(表面特性的长宽比)分析检查是否能在外观上找到加工痕迹。
VR系列可以在短时间内获取表面的三维数据,并能够同时计算不同的粗糙度参数。这些优点有助于测量效率的重大改进。
电机、电子行业
在焊接电子元器件时,PCB铜箔的算术平均高度(Sa)值显著影响焊锡的扩散。如果Sa值表示较高的粗糙度,则焊料将扩展到更大的表面区域,导致泄漏的可能性更高。还可以通过测量铜表面蚀刻的开发界面面积比(Sdr)和Sa来了解冲击焊接等工艺对表面的影响。
VR系列不仅可以测量单线,还可以测量整个区域的粗糙度,从而更好地了解表面状况。
航空航天工业
发动机零部件表面粗糙度和外形测量是非常重要的,因为任何缺陷或不合格产品都可能导致灾难性故障。欧宝官网开户接触式轮廓仪有损坏零件表面的风险,或者如果触针没有放置在合适的位置,可能会出现缺陷。
VR系列通常用于在不损坏试样的情况下量化发动机零件的形状和表面粗糙度。算术平均峰值曲率(Spc)常用于确定表面峰值的锐度。尖峰更尖锐的表面在与另一个表面接触时,更有可能有少量的材料脱落,这可能会对发动机内的其他部件造成损坏。VR系列能够在1秒内完成轮廓和粗糙度检查,有助于提高质量控制。
快速测量平坦/翘曲
深度绘图是一种成形过程,其难以定义正确的条件。由于机械应力,可以发生意外的材料变形。必须注意防止翘曲和其他形成误差。
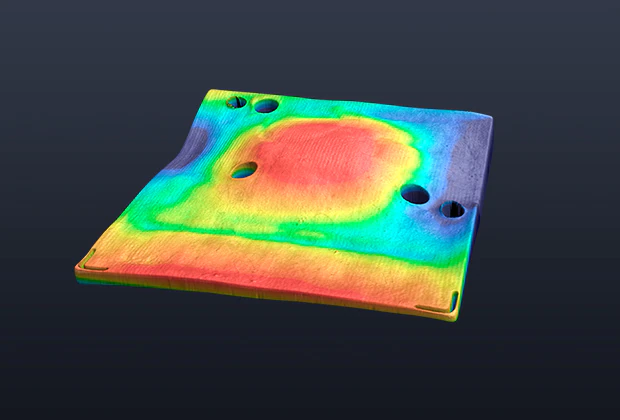
在VR系列中,你只需要将目标放在舞台上并扫描,就可以测量其3D轮廓。不需要定位或夹具。目标表面被测量,整体高度被彩色编码显示。由于轮廓测量也可以在目标的任何区域,VR系列可以检测缺陷零件,并提供缺陷区域的详细值。这可以有助于识别缺陷的原因,这可能是模具或成形条件,以及使调整更简单。为了便于检验,翘曲度也可以量化。
测量螺栓和螺钉的螺杆和螺纹
螺杆和螺栓的螺纹是关键的测量点,光滑的表面可以提高疲劳强度。
KEYENCE对VR系列进行了改进,专注于测量算法和硬件,实现了测量时间短至1秒。操作人员可以执行几乎任何测量,如下圆角半径和螺距。通过自动扫描和模板,测量结果不会因操作员的不同而不同。
这些测量任务效率的提高导致了更高的处理量和更短的操作时间,以及人员和资源的配置和生产性能的提高。
解决共面检验中的问题
在使用标准测量仪器和显微镜时,测量和检查共面性不仅需要花费大量的时间和精力,而且测量值容易发生变化。用接触式测量仪器测量小型电子设备也很困难,在测量过程中它们甚至可能损坏目标。
在VR系列中,你只需要将目标放在舞台上,系统就可以自动移动舞台来定位目标,并瞬间扫描目标的轮廓。即使不同的操作人员对零件进行测量,测量结果也不会发生变化。VR系列无需夹具,可同时测量多个引脚、引线和焊锡球的共面度和轮廓度,大大缩短了测量时间。
轮廓测量仪/粗糙度测量仪常见问题
联系人轮廓计仅限于捕获目标表面的线路数据。因此,不能在整个表面上测量表面轮廓,并且可以不捕获微小表面细节。
VR系列可以扫描目标的整个表面。表面测量以超过200×100×50毫米(7.87“×3.94”×1.97“)区域进行,这使得可以使用颜色编码显示器准确地可视化表面翘曲。可以测量表面最大和最小点,可以识别和分析小表面不规则性。
Ra测量目标表面上捕获的一条数据线的平均高度,常用来表示表面的总体“粗糙度”。Sa是Ra的扩展;Sa不是通过单行数据测量表面的平均高度,而是通过整个区域测量表面的平均高度。近年来,由于Sa识别不合格产品的准确性和能力的提高,许多行业已经转向使用Sa。欧宝官网开户
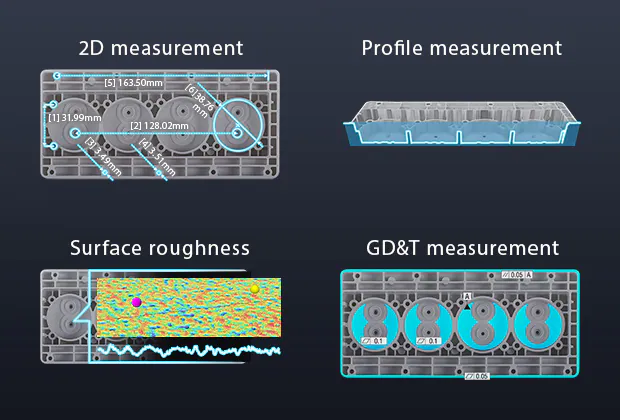
轮廓计通常用于测量表面的粗糙度或结束。另外,光学轮廓计能够采用3D形状测量,例如平坦度,波纹,翘曲,半径,台阶高度等。
我们致力于通过先进的技术和卓越的服务为客户带来价值,我们所做的一切。这一承诺使我们成为全球传感器、测量系统、激光标记、显微镜和机器视觉系统的领先供应商。要了解更多关于这个设备或任何其他我们必须提供,今天与我们联系。



